

Abstract
An enhanced module insulating technology IMB (Insulated Metal Baseplate) that features a high thermal conductivity and insulation properties and its application to IGBT module and IPM are presented. New IMB improves the thermal conductivity of the insulating resin layer by approximately 50% compared to the conventional IMB by optimization of powder particle and resin material. Thickness optimization realizes the best balance of heat resistance and insulation capabilities. This is the first IMB solution for 1700V module which requires high heat dissipation and insulation. It is also fitted for IPM application. We have successfully confirmed new IMB’s heat resistance and insulation capabilities suitable for these applications.
1-Introduction
In power electronics, power devices are responsible for power conversion and they are used in various applications such as motor control, wind power and UPS. In recent years, for system requirements of space and weight saving, the research of miniaturization of the power module has been progressing[1]. Since the chip current density of the power module is increased when downsizing, it is necessary to improve the module’s heat dissipation. Furthermore, since the operation voltage of power devices is high, insulating structure responsible for heat dissipation and insulation plays an important role.
To meet the above requirements, IMB has been introduced[1]. However, if this conventional IMB is applied to high voltage 1700V module, thermal resistance becomes too large due to the necessity to increase the thickness of the insulating resin layer. Therefore we developed a new IMB that has high thermal conductivity and insulation capabilities at the same time and applied it to 7th generation 1700V IGBT module and IPM.
2-New IMB with high thermal conductivity and insulation properties
2.1-Advantages and disadvantages of the conventional IMB
Generally, an Al2O3 substrate is often used for the insulating structure of the power module. We adapted the Aluminium Nitride (AlN) substrate with high thermal conductivity, whose thermal resistance is 35% smaller than that of an Al2O3 substrate as shown in Fig. 1. However, it is difficult to improve the thermal conductivity of ceramic moreover. In addition, the stress of surface between ceramic and metal occurs by the mismatch of CTE (Coefficient of Thermal Expansion) between these materials as shown in table 1. Thus, thinner ceramic with better thermal resistance may suffer damage in the thermal profile.
On the other hand, the IMB structure has advantages that the ceramic substrate does not have. When CTE of IMB’s insulating resin layer is designed to be equivalent to that of the metal, the stress caused by the mismatch of CTE is reduced. Therefore, the thickness of insulating resin layer can be thinner than that of the ceramic substrate and the thickness of the metal layer can be thicker. Since a thick metal layer can substitute the baseplate, it is possible to eliminate the solder layer under the substrate. As a result, the thermal resistance and thermal cycling capability can be improved[3]. Furthermore, the IMB size can be enlarged more than the ceramic substrate because there is flexibility in insulating resin layer. Thus, the high mounting density is achieved by removing the connecting wire between substrates and eliminating the wiring pattern.
However, IMB’s heat conduction path which depends on the contact of ceramic grains in the insulating resin layer, the thermal conductivity is relatively low compared with the ceramic substrate. In order to apply the IMB to high insulation voltage needed for 1700V module, the thickness of the insulating resin layer becomes larger than that of 1200V module. Therefore, it is necessary to improve the thermal conductivity of the insulating resin layer and reduce the thermal resistance of modules.
2.2-Improvement of IMB properties
To achieve the improvement of thermal conductivity, it is necessary to increase the area of the heat conduction path, that is, the ratio of the ceramic particle, or to improve thermal conductivity of resin. Especially because the amount of resin shrinks when increasing the amount of particle, the press pressure required to remove voids increases due to lower fluidity. If the powder volume concentration exceeds the critical powder volume concentration, it causes the decrease of dielectric breakdown voltage and thermal conductivity because voids are left between the particles. Thus, materials of powder particle and resin and distribution of powder size are optimized to reduce voids and to keep high fluidity and press force at sheet molding. As a result, the voids are eliminated and the filling of particles in the insulating resin layer is increased, therefore it becomes possible to enhance both the thermal conductivity and withstand voltage characteristics.
Fig.2 shows the measurement result of thermal resistance of the insulating resin layer depends IMB on its thickness. The thermal resistance of this layer is improved by approximately 35% compared to the conventional IMB, which means the thermal conductivity of this layer is enhanced by 50%. New IMB’s partial discharge inception voltage (PDIV) shows almost the same thickness dependence as the conventional IMB. Thus, the proposed IMB has been confirmed to have equivalent PDIV characteristics while improving the thermal conductivity.
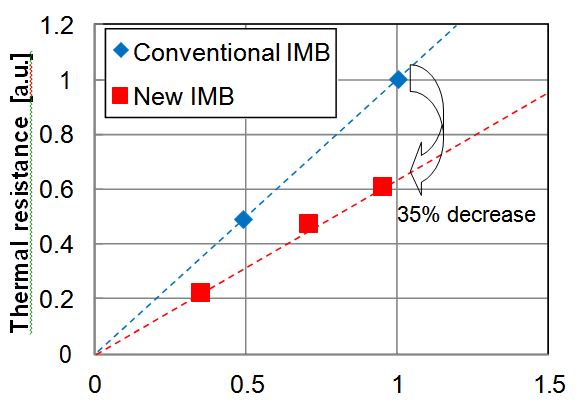
Insulating layer thickness [a.u.]
Fig.2 The measurement result of thermal resistance of the insulating resin layer in proposed and conventional IMB
3-7th generation 1700V-IGBT module and IPM with the proposed IMB
As described above, the proposed IMB has excellent thermal resistance and insulation properties, so it can be applied to applications which can not be realized with the conventional IMB. 1700V IGBT module requires high isolation voltage at least 4000V. Thus, isolation layer thickness of new IMB for 7th generation 1700V IGBT module should be increased to satisfy required isolation voltage. By the new IMB's enhanced characteristics, it becomes possible to have the equivalent thermal resistance to the conventional IMB while satisfying isolation voltage requirements.
On the other hand, new IMB for IPM with 650-1200V voltage rating is optimized in another way. Since IPM is often used under hard operating conditions such as the lock mode operation in servo amplifier, it is strongly required to have high heat dissipation characteristics for IPM package. So, new IMB for 7th generation IPM is designed especially for low thermal resistance. Table 2 shows a summary of the proposed and the conventional IMB characteristics. It is confirmed by evaluation that the thermal resistance of the new IMB for the 1700V approximately 5% better than the conventional IMB, and the simulation result shows the new IMB for 650-1200V is 20% improved from the conventional IMB. Fig. 3 shows the outline structure of the proposed 1700V-IGBT module and IPM.
Moreover, by introducing 7th generation IGBT and Relaxed Field of Cathode (RFC) -planar anode diode[2,4] with optimized characteristics, the loss of the module itself is reduced. Snappy turn-off behavior is suppressed compared with the conventional 1700V module by the RFC-diode. Therefore, combination of 7th generation chips and the proposed IMB structure enables us to increase the current density of the module. It means that this combination can make the size of IGBT module and IPM smaller. Up to 49% size reduction of 1700V-IGBT and up to 55% size reduction of IPM can be realized compared with the conventional ceramic structure as shown in Fig. 3. By combining new IMB with resin encapsulation process named SoLid Cover technology (SLC) as described in Fig. 4, power cycle life is extended owing to the suppressed stress on wire bonding[3]. In addition, thermal cycling capability of the new IMB is better than ceramic substrate by virtue of IMB structure. It can be seen that the proposed IMBs are well fitted for the respective applications.
|
Structure |
Insulation voltage |
Thermal resistance with same chip size |
|
|
Simulated result |
Evaluated result [K/W] |
||
|
Conventional IMB |
2500V |
1 |
0.130 |
|
Proposed IMB for 1700V IGBT module |
4000V |
0.95 |
0.124 |
|
Proposed IMB for 650-1200V IPM |
2500V |
0.82 |
- |
Table 2 Summary of module characteristics with proposed and conventional IMB
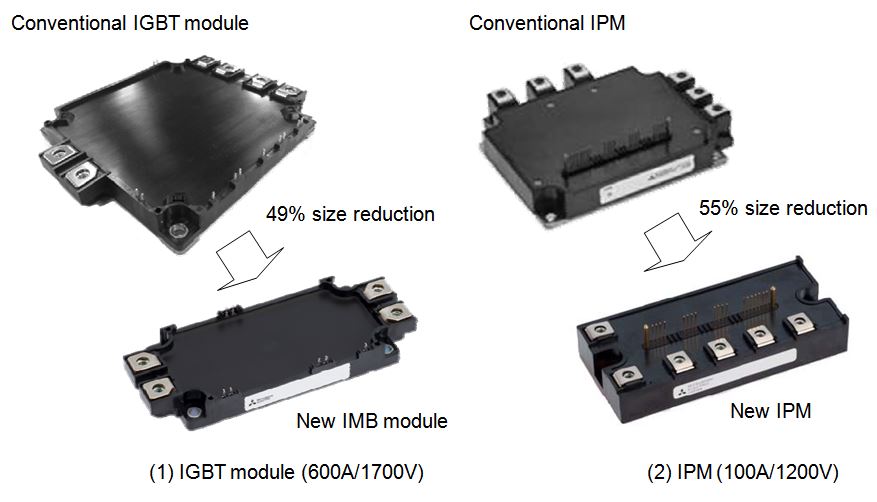
Fig.3 Outline structure of the proposed 1700V-IGBT module and IPM and comparison with conventional modules
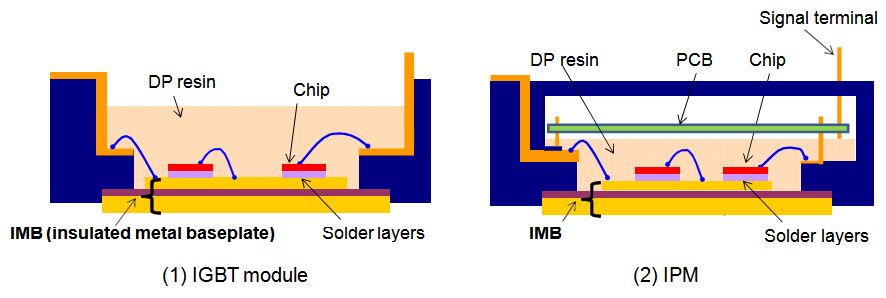
Fig.4 Cross-sectional view of packages of IGBT module and IPM
4-Conclusion
We have developed a new IMB that achieves a high thermal conductivity while maintaining the insulation properties. It is realized by the optimization of an insulating resin layer of IMB, this is, increasing the ratio of the ceramic particle and optimizing powder particle and resin material, its size distribution and pressing force at sheet molding. As a result, thermal conductivity of the insulating resin layer is improved by approximately 50% compared to the conventional IMB. Therefore, we are able to adapt it to 7th generation 1700V IGBT module that requires higher insulation voltage and to IPM with a strong requirement of lower thermal resistance. It not only contributes to satisfy such application’s requirements, but also contributes to the reduction of module size by 55% with a combination with 7th generation
IGBT and diodes. Moreover, high reliability is achieved by combining the new IMB with resin encapsulation. The proposed IMB can be widely used for power modules and it can contribute to the evolution of power electronics.
References
[1] K.Ohara et. al., “A New IGBT Module with Insulated Metal Baseplate (IMB) and 7th Generation Chips”, PCIM Nuremberg (2015)
[2] M.Miyazawa et. al., “7th Generation IGBT Module for Industrial Applications”, PCIM Nuremberg (2014)
[3] Thomas Radke et. al., “ More Power and Higher Reliability by 7th Gen. IGBT Module with New SLC-Technology”, Bodo’s Power Systems (2015)
[4] F.Masuoka et. al., “Great Impact of RFC Technology on Fast Recovery Diode towards 600V for Low Loss and High Dynamic Ruggedness”, Proc. ISPSD 2012, Bruges, Belgium (2012)
